

MECANIZACIÓN
CORTE CON SIERRA:
SIERRA DE CINTA: Se emplea para cortes de contornos sinuosos, no para los cortes rectos. Es recomendable utilizar cinta de sierra lo más ancha posible:-
- Metacrilato de colada: Ofrece un buen comportamiento, un corte limpio con acabado posterior a rectificar y pulir para dejar el canto brillante.
- Metacrilato de extrusión: Con el movimiento de la sierra se produce calentamiento del material, por ello es conveniente enfriar la hoja de sierra para que no se emboce y evite el avance del corte dirigiendo un chorro de aire comprimido sobre el punto de corte que además permite eliminar las virutas. Incluso con todas estas precauciones no evitamos que se produzcan rebabas, que obligaran a un posterior rectificado y pulido de la zona de corte.
 SIERRA CIRCULAR: Muy adecuado para conseguir buenos cortes en línea recta. Lo ideal es trabajar con una sierra de mesa circular, aunque si únicamente disponemos de una sierra circular de sobremesa podemos trabajar bien siempre que procuremos disponer de escuadras que nos permitan el avance de la máquina paralelo al corte para no torcernos. En todos los casos, la cuchilla debe estar bien afilada y la máquina debe funcionar a alta velocidad.
SIERRA CIRCULAR: Muy adecuado para conseguir buenos cortes en línea recta. Lo ideal es trabajar con una sierra de mesa circular, aunque si únicamente disponemos de una sierra circular de sobremesa podemos trabajar bien siempre que procuremos disponer de escuadras que nos permitan el avance de la máquina paralelo al corte para no torcernos. En todos los casos, la cuchilla debe estar bien afilada y la máquina debe funcionar a alta velocidad.
 Trabajando con velocidades no adecuadas o con discos de sierra mal afilados, puede producirse mellados sobre el borde serrado, este problema es más habitual en el Metacrilato de extrusión que en el Metacrilato de colada.
Trabajando con velocidades no adecuadas o con discos de sierra mal afilados, puede producirse mellados sobre el borde serrado, este problema es más habitual en el Metacrilato de extrusión que en el Metacrilato de colada.
CORTE CON LÁSER:
 El empleo de máquinas láser de CO2 para el corte y grabado de metacrilato está cada vez más extendido en la actualidad ya que permite el corte rápido de todo tipo de formas irregulares en un sólo paso, aunque hay que tener precaución ya que el PMMA o acrílico es inflamable y el láser provoca su calentamiento.
La potencia del láser determinará el grosor máximo de plancha que es posible cortar, así tenemos lámparas de 60w que permiten cortar sólo 8mm, lámparas de 90-100w que permiten cortar sólo 12mm, lámparas de 100-130w que permiten cortar sólo 15mm.
Mediante este corte podemos hacer formas especiales con estos materiales, pero según que tipo de trabajos, el canto no quedará con un corte tan nítido como con la sierra y su posterior pulido, teniendo que realizar los trabajos de rectificado y pulido, aunque para piezas con formas irregulares el corte es en un sólo paso:
El empleo de máquinas láser de CO2 para el corte y grabado de metacrilato está cada vez más extendido en la actualidad ya que permite el corte rápido de todo tipo de formas irregulares en un sólo paso, aunque hay que tener precaución ya que el PMMA o acrílico es inflamable y el láser provoca su calentamiento.
La potencia del láser determinará el grosor máximo de plancha que es posible cortar, así tenemos lámparas de 60w que permiten cortar sólo 8mm, lámparas de 90-100w que permiten cortar sólo 12mm, lámparas de 100-130w que permiten cortar sólo 15mm.
Mediante este corte podemos hacer formas especiales con estos materiales, pero según que tipo de trabajos, el canto no quedará con un corte tan nítido como con la sierra y su posterior pulido, teniendo que realizar los trabajos de rectificado y pulido, aunque para piezas con formas irregulares el corte es en un sólo paso:
-
- Metacrilato de colada: Buen comportamiento un corte limpio y finalizado.
- Metacrilato de extrusión: El hecho de haber pasado por el corte con láser, puede hacer que se cuartee con la limpieza del material. Un ejemplo son los estantes de los comercios donde, según el producto de limpieza utilizado, se produce este efecto.
CORTE CON FRESADORA:
 El metacrilato, tanto el de colada como el de extrusión es susceptible de ser cortado y grabado con una fresadora. La fresadora, al igual que los láser CO2, procesan e interpretan los datos vectoriales facilitados por un software y traducidos a parámetros de corte y diseño deseados para conseguir unos acabados muy precisos y unos cortes que de manera manual serían muy costosos. El mecanizado se consigue con los cortes efectuados por una broca que avanza a altas revoluciones.
Como con el resto de procesos de mecanizado el empleo de metacrilato de colada ofrece un corte más limpio y mejor finalizado. El metacrilato de extrusión es más dado a que se peguen las virutas por detrás del corte (sobre todo en cortes curvos).
El metacrilato, tanto el de colada como el de extrusión es susceptible de ser cortado y grabado con una fresadora. La fresadora, al igual que los láser CO2, procesan e interpretan los datos vectoriales facilitados por un software y traducidos a parámetros de corte y diseño deseados para conseguir unos acabados muy precisos y unos cortes que de manera manual serían muy costosos. El mecanizado se consigue con los cortes efectuados por una broca que avanza a altas revoluciones.
Como con el resto de procesos de mecanizado el empleo de metacrilato de colada ofrece un corte más limpio y mejor finalizado. El metacrilato de extrusión es más dado a que se peguen las virutas por detrás del corte (sobre todo en cortes curvos).
CORTE O MARCADO MANUAL CON CUTTER O CORTADORA DE RÍGIDOS:
 El método del marcaje se emplea para cortar láminas finas de hasta 6 mm. Para ello podemos emplear un cúter con buen filo, para ello marcaremos primero la línea de corte con la ayuda de una regla, pasaremos repetidamente la cuchilla, posteriormente colocaremos la placha de PMMA en un extremo de la mesa y daremos un golpe seco para romper el material sobre la línea marcada.
Existen otros sistemas más precisos, como el empleo de cortadoras de sobremesa para rígidos o cortadoras verticales que disponen de guías que facilitan el centrado y fijación de la placa para obtener cortes más precisos.
El metacrilato de colada se comporta bien ante la manipulación ya que es muy resistente. El metacrilato de extrusión dejará más rebabas e imperfecciones que habrá que lijar y pulir.
El método del marcaje se emplea para cortar láminas finas de hasta 6 mm. Para ello podemos emplear un cúter con buen filo, para ello marcaremos primero la línea de corte con la ayuda de una regla, pasaremos repetidamente la cuchilla, posteriormente colocaremos la placha de PMMA en un extremo de la mesa y daremos un golpe seco para romper el material sobre la línea marcada.
Existen otros sistemas más precisos, como el empleo de cortadoras de sobremesa para rígidos o cortadoras verticales que disponen de guías que facilitan el centrado y fijación de la placa para obtener cortes más precisos.
El metacrilato de colada se comporta bien ante la manipulación ya que es muy resistente. El metacrilato de extrusión dejará más rebabas e imperfecciones que habrá que lijar y pulir.
TALADRO:
 Pueden utilizarse brocas espirales convencionales, pero se obtienen resultados más óptimos con brocas de ranura ancha, pulida y de helicoidal dilatada, brocas de corona o de pala. Es importante asegurar la pieza de metacrilato y apoyar la zona adyacente al taladro sobre un soporte plano para evitar vibraciones.
El taladro también es necesario que trabaje a baja velocidad de rotación, ajustándose las revoluciones en función del diámetro de la broca utilizada y sin forzar el avance con un empuje excesivo, que actué por su propio peso, sin ejercer mucha presión cuando lleguemos al final, de lo contrario esta operación provocaría el desgarro del agujero en su parte posterior.
Al taladrar, hay que retirar las virutas periódicamente para evitar que se fundan y se peguen a la placa siendo muy importante reducir el calor generado al taladrar con el objetivo de obtener un buen acabado libre de deformaciones, lo que redundará en un a menor tendencia a agrietarse.
Para obtener agujeros limpios y casi pulidos, debe colocarse en la punta de la broca una pequeña cantidad de vaselina, aceite, o en su defecto, refrigeraremos la broca con agua.
Pueden utilizarse brocas espirales convencionales, pero se obtienen resultados más óptimos con brocas de ranura ancha, pulida y de helicoidal dilatada, brocas de corona o de pala. Es importante asegurar la pieza de metacrilato y apoyar la zona adyacente al taladro sobre un soporte plano para evitar vibraciones.
El taladro también es necesario que trabaje a baja velocidad de rotación, ajustándose las revoluciones en función del diámetro de la broca utilizada y sin forzar el avance con un empuje excesivo, que actué por su propio peso, sin ejercer mucha presión cuando lleguemos al final, de lo contrario esta operación provocaría el desgarro del agujero en su parte posterior.
Al taladrar, hay que retirar las virutas periódicamente para evitar que se fundan y se peguen a la placa siendo muy importante reducir el calor generado al taladrar con el objetivo de obtener un buen acabado libre de deformaciones, lo que redundará en un a menor tendencia a agrietarse.
Para obtener agujeros limpios y casi pulidos, debe colocarse en la punta de la broca una pequeña cantidad de vaselina, aceite, o en su defecto, refrigeraremos la broca con agua.
Metacrilato de colada: Produce viruta al taladrar, es conveniente evitar el recalentamiento, aunque el material tenga buen comportamiento a este efecto, pero la refrigeración de la zona reducirá la tendencia a agrietarse.
Metacrilato de extrusión: Como el caso de corte puede producir rebaba en la parte inferior de la perforación y el sobrecalentamiento, esto hace al material más propenso a agrietarse en este punto.
RECTIFICADO Y PULIDO:
 Estos trabajos se realizan sobre las zonas mecanizadas para conseguir un buen acabado eliminando las entalladuras, mellas y rebabas producidas en el corte y mecanización, además del factor estético, eliminará las imperfecciones que con frecuencia son origen de fisuras.
Si necesitamos eliminar marcas del material como rayones podemos usar una lija fina y si deseas los cantos pulidos, brillantes y transparentes, para trabajos habituales es conveniente utilizar una lijadora de banda dotada de lija muy fina y una pulidora mecánica que trabaje entorno a las 1500 rpm.
Durante el pulido se irá separando la placa del metacrilato del disco de pulido cuando sea preciso para evitar deformaciones de la placa por alta temperatura generada con la fricción. La experiencia es necesaria en este tipo de operaciones ya que para obtener un pulido óptimo hay que combinar velocidad de rotación y presión sobre el material. Así mismo, ya desde una perspectiva industrial, se pueden pulir los cantos mediante chorro de aire a alta temperatura (200-300 grados) o mediante llama.
Por lo que hace a los dos materiales, tanto el Metacrilato de colada como el Metacrilato de extrusión se comportan de igual manera a esta operación aunque la transparencia y el brillo son muy superiores en el Metacrilato de colada.
Estos trabajos se realizan sobre las zonas mecanizadas para conseguir un buen acabado eliminando las entalladuras, mellas y rebabas producidas en el corte y mecanización, además del factor estético, eliminará las imperfecciones que con frecuencia son origen de fisuras.
Si necesitamos eliminar marcas del material como rayones podemos usar una lija fina y si deseas los cantos pulidos, brillantes y transparentes, para trabajos habituales es conveniente utilizar una lijadora de banda dotada de lija muy fina y una pulidora mecánica que trabaje entorno a las 1500 rpm.
Durante el pulido se irá separando la placa del metacrilato del disco de pulido cuando sea preciso para evitar deformaciones de la placa por alta temperatura generada con la fricción. La experiencia es necesaria en este tipo de operaciones ya que para obtener un pulido óptimo hay que combinar velocidad de rotación y presión sobre el material. Así mismo, ya desde una perspectiva industrial, se pueden pulir los cantos mediante chorro de aire a alta temperatura (200-300 grados) o mediante llama.
Por lo que hace a los dos materiales, tanto el Metacrilato de colada como el Metacrilato de extrusión se comportan de igual manera a esta operación aunque la transparencia y el brillo son muy superiores en el Metacrilato de colada.
ENCOLADO:
 Ambos tipos de metacrilato se puede unir mediante el uso de una serie de adhesivos. Es importante limpiar bien las piezas a usar y respetes los tiempos de secado.
En el mercado existen una amplia variedad de adhesivos especializados en pegar metacrilato con metacrilato: Pegamentos disolventes que disuelven la superficie del metacrilato y permiten una fusión de las dos superficies a unir,. Adhesivos disolventes con adicción de polímero de metacrilato que se depositan en la unión al evaporarse el disolvente, reforzando el pegado, pegamentos bicomponentes polímero de metacrilato y catalizador que disuelve la superficie del metacrilato, pegamentos de curado UV en estado líquido hasta la aplicación de luz ultravioleta, que consigue activarlos y secarlos en pocos segundos, etc… Todos ellos consiguen su objetivo, dependerá del grosor de placa a pegar y de la disponibilidad.
Se ha de tener la precaución de extender el pegamento exclusivamente sobre la zona prevista. No todas las colas son recomendables para la unión de estos materiales, la utilización de productos no adecuados para realizar este trabajo pueden provocar que el material se cuartee.
Ambos tipos de metacrilato se puede unir mediante el uso de una serie de adhesivos. Es importante limpiar bien las piezas a usar y respetes los tiempos de secado.
En el mercado existen una amplia variedad de adhesivos especializados en pegar metacrilato con metacrilato: Pegamentos disolventes que disuelven la superficie del metacrilato y permiten una fusión de las dos superficies a unir,. Adhesivos disolventes con adicción de polímero de metacrilato que se depositan en la unión al evaporarse el disolvente, reforzando el pegado, pegamentos bicomponentes polímero de metacrilato y catalizador que disuelve la superficie del metacrilato, pegamentos de curado UV en estado líquido hasta la aplicación de luz ultravioleta, que consigue activarlos y secarlos en pocos segundos, etc… Todos ellos consiguen su objetivo, dependerá del grosor de placa a pegar y de la disponibilidad.
Se ha de tener la precaución de extender el pegamento exclusivamente sobre la zona prevista. No todas las colas son recomendables para la unión de estos materiales, la utilización de productos no adecuados para realizar este trabajo pueden provocar que el material se cuartee.
MANIPULACIÓN Y MOLDEO
El metacrilato Colada es un material termoplástico fácil de manipular y estable. Tiene gran facilidad de mecanización y moldeo mediante un proceso industrial que requiere de moldes y de maquinaria especializada para aplicar calor. En el taller, podemos doblar el material exponiéndolo a una fuente de calor hasta que alcance una temperatura entre 140-170°C . Previamente retiraremos la película protectora y lo calentaremos con decapador o cualquier fuente de calor intenso sin llama para que el material no arda El metacrilato es un material que a determinado nivel de temperatura pierde su rigidez habitual y se comporta como un material dúctil y moldeable. Esta propiedad es la que se aprovecha en las operaciones de doblado. Cuando el material se calienta a una temperatura aproximada de 140º-170º se puede dobla o depositar en un molde, consiguiendo la forma deseada. Al enfriarse, este material tiende a recuperar su planimetría inicial por lo que es importante tener esto en cuenta para calcular un ángulo superior o sujetar para que no pierda la forma deseada. En este apartado, las diferencias entre los dos tipos de metacrilatos, fundamentalmente son que metacrilato de colada, aguanta mejor la temperatura y se moldea y se dilata uniformemente, al contrario que pasa con metacrilato de extrusión, que al ser fabricado con extrusora, tiene más tensiones acumuladas en su estructura interna, que hacen que el termocorformado no permita ángulos muy cerrados y que no se consiga un acabado tan nítido.LIMPIEZA Y MANTENIMIENTO:
El limpiador más adecuado es un paño húmedo con agua jabonosa, nunca se debe frotar con una gamuza seca, puesto que induciría una cantidad mayor de corriente estática además del riego de estropear la alta calidad superficial con polvo existente, que actuaría de abrasivo. Como ya hemos dicho anteriormente, las placas de PMMA de extrusión, por el hecho de haber pasado por el corte con láser, pueden cuartearse con una limpieza del material inadecuada.Precios
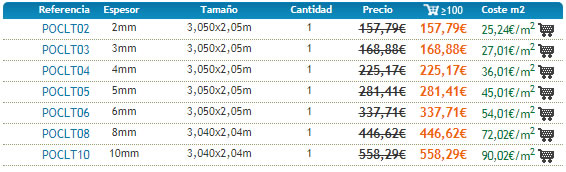
Comercializamos planchas enteras, pero el cliente puede pedir diferentes cortes, para ello solo tiene que indicarlo en el campo «Observaciones» al realizar el pedido o enviar un esquema de corte. El precio de estas listas puede variar y está muy supeditado al coste logístico por lo que recomendamos pedir presupuesto. Pulse sobre la referencia de cada producto para ver el precio más actualizado.Metacrilato de colada
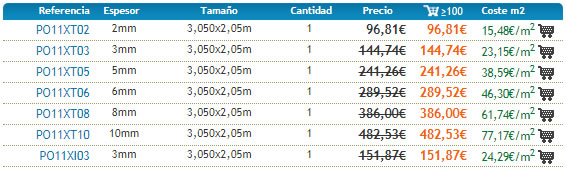
Metacrilato de extrusión transparente
Metacrilato de extrusión opal para rótulos
