
Plegar sin agrietado
En los tiempos actuales, todo buen impresor de copistería, departamento de reprografía o agencia creativa, con los medios disponibles a su alcance: prensa digital, maquinaria de acabado, etc., tiene la finalidad de reproducir diferentes piezas creativas, folletos, flyers, portadas, menús, libros, etc. en tiradas más o menos grandes, pero con la misma calidad que la imprenta comercial de gran volumen de toda la vida.
Los diseños más aparentes de folletos, carpetas, desplegables… recurren muy a menudo al empleo de fondos con grandes masas de tinta o tóner oscuro que lo dotan de un aspecto muy visual y profesional… hasta que los doblamos. Los pliegues pueden agrietarse y esto debe tenerse en el diseño. La planificación es la mejor manera de obtener resultados ideales.
Aplicaciones de calidad como folletos, tarjetas de felicitación, tarjetas de visita plegadas, boletines, libros encuadernados con cola caliente y tapas blandas, informes, listas de precios, catálogos, carpetas de bolsillo y tarjetas de descuentos a menudo requieren plegado. “Una aplicación que se va a doblar después de imprimirla requiere plegado”.
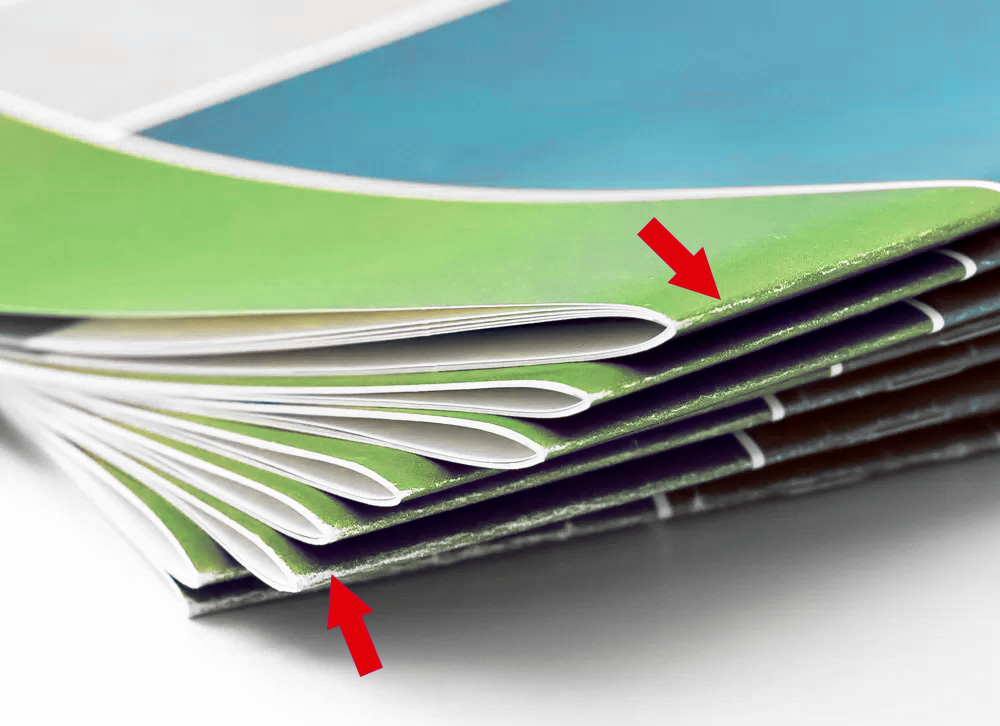
Muchos trabajos se han de doblar después de la impresión, y los clientes no admiten una pieza gráfica terminada donde las hojas estén fracturadas y agrietadas por las líneas de pliegue, especialmente si coincide en zonas impresas con grandes masas de tinta o tóner donde se resalta aún más este problema.
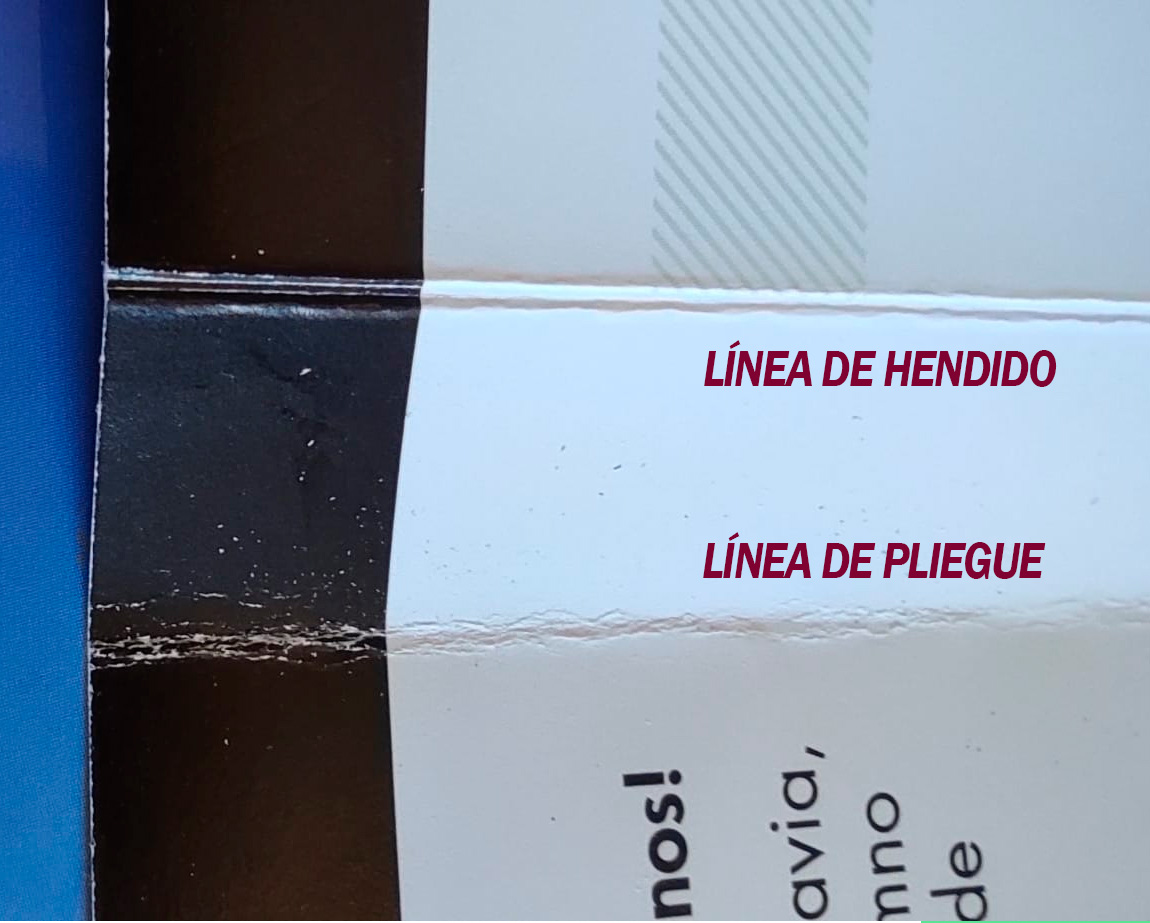
Por tanto, el hendido y marcaje se vuelve importante para los trabajos en los que el papel impreso, por su grosor, no se pliegue sin problemas.

Algunos papeles impresos se pliegan muy bien y bastaría una plegadora de documentos (generalmente, papeles y cartulinas con gramaje inferior a 150g). Es en los soportes gruesos y estucados en los que se producen más roturas de fibras al plegar y en los que el agrietamiento o cracking se vuelve importante.
Estrategias para minimizar el problema de fisuración de la fibra (cracking)
De las 2 estrategias posibles para minimizar la fisuración de las fibras de papel, la 1ª estrategia, previa a los trabajos de acabado, nos invita a conocer y a analizar mejor la naturaleza del papel a utilizar, su gramaje, recubrimiento, tintas y barnices así como las condiciones de humedad del papel y del entorno operativo. La 2ª estrategia es parte de los trabajos de acabado, el marcaje / hendido, ¿en qué consiste? ¿por qué es una solución importante? y que maquinaria hay a disposición del impresor.
La estructura del papel varía según el espesor del recubrimiento, el contenido de fibras, la longitud y dirección de las fibras, la unión entre la base y el recubrimiento, y cómo se trata la pulpa. Los recubiertos de alto gramaje y bajo contenido en fibra ofrecen menos estabilidad y una mayor tendencia a agrietarse.
Las fibras del papel se comportan como pajitas de papel, más o menos largas, que se alinean durante la fabricación del papel, en una dirección no aleatoria, denominada dirección de la fibra. El tamaño y la orientación de las fibras del papel afectan a los trabajos de plegado y hendido, resultando más sencillos si se sigue la dirección de la fibra (“a fibra”) que si se efectúan en su contra (“a contrafibra”). El profesional impresor debe de reconocer la dirección de la fibra del papel para disponer los diseños de forma favorable a la dirección de la fibra y así minimizar resultados indeseados como la rotura de fibras en folletos plegados o escasa consistencia del producto.
Para evitar el agrietamiento, doble siempre en el sentido de la fibra del papel.
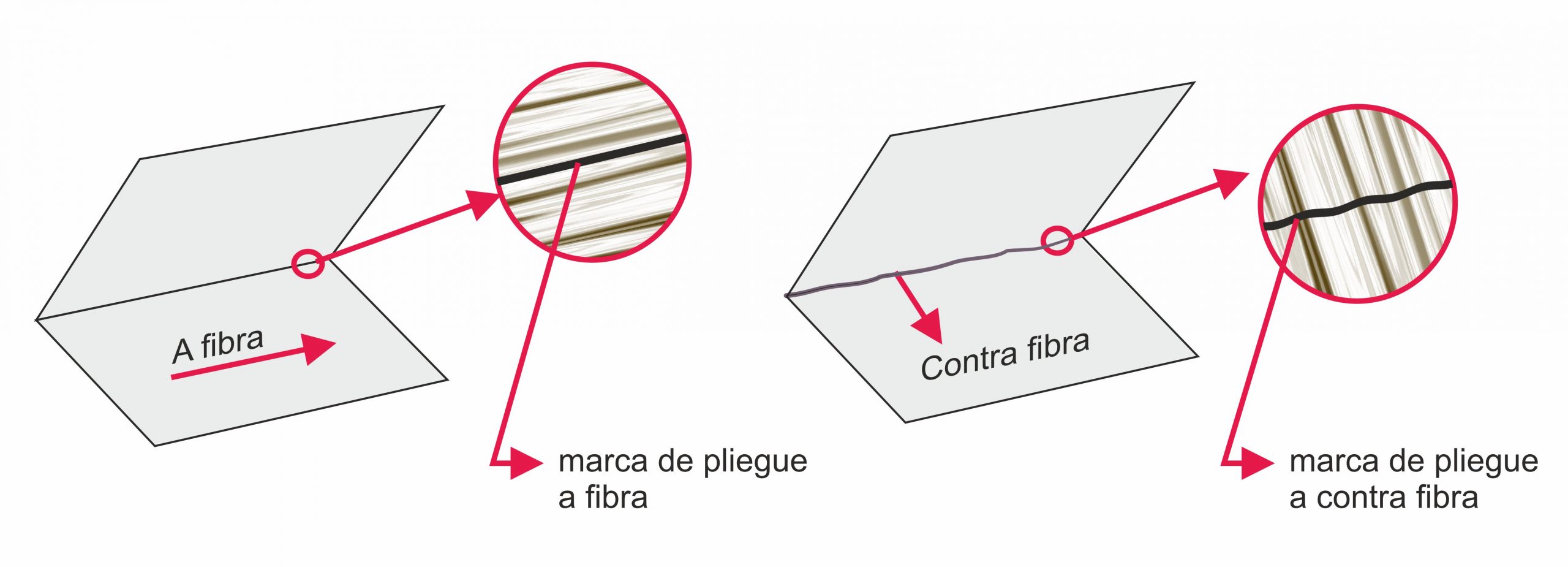
Para conocer el sentido de la fibra del papel, puede manualmente romper y rasgar un pliego por la mitad de su lado corto y por la mitad del lado mayor, el corte que quede más menos recto indica la dirección de la fibra del papel.
El tipo de papel. Ningún tipo de papel es inmune al agrietamiento, pero los papeles recubiertos como el cuché o estucado por su composición más compleja, son más propensos a agrietarse que los papeles no recubiertos (papel offset).
Si, existen más papeletas para que se produzcan la rotura de fibras del papel en soportes recubiertos, pero este tipo de papel, el estucado, presente muy a menudo en la impresión de portadas de libros, folletos y piezas de alto valor, ofrece los mejores resultados de impresión y de definición (admite impresiones con mayor lineatura) además de mejoras en su brillo.
Imprimir en papeles estucados presenta más dificultades que imprimir en papel sin estucar. El proceso de impresión hace que el papel sea menos flexible con la adición de innumerables combinaciones de tintas, barnices y recubrimientos, además de necesitar un secado más lento, ya que no absorben la tinta con tanta facilidad como los papeles sin estucar y requieren de tintas y tóneres secos con mayor adherencia. El calor aplicado para secar rápidamente el pliego impreso afecta a su contenido de humedad, reduciendo aún más su flexibilidad.
El gramaje o calibre del papel. El diseñador y el impresor deben tener en cuenta en sus trabajos las tareas de plegado de las hojas impresas, sobre todo para calibres mayores de 152µm (>150g/m2) y en todo tipo de papeles.
Con estas precauciones, por si solas, no se evita, por completo el cracking, pero con la ayuda de los trabajos de hendido o marcado minimizaran las posibilidades de que se produzcan las antiestéticas grietas que tanto pueden afear y arruinar un trabajo realizado con mucho esmero.
Algunas consideraciones: El barnizado, la capa de coating, las tintas y tóner o una reserva UV no evitan por si mismas que el pliegue se agriete. Al contrario, tintas, tóners y barnices contribuyen a disminuir la flexibilidad del papel, favoreciendo el agrietado. Un pliego de mayor gramaje permitirá un pliegue más gradual, con menos grietas al marcar.
El laminado ayuda a eliminar las grietas en el papel encerrando la superficie del pliego actuando como si fuera el cristal de seguridad delante de un cuadro de museo.
 Dar importancia al entorno. El contenido de humedad del papel y la humedad relativa de la sala de impresión y acabado también influyen en el cracking. Las condiciones ambientales de una sala de impresión o de post-acabado con una humedad relativa igual o inferior al 25% contribuirán a maximizar los problemas de agrietamiento de la fibra, el papel tiene mayor tendencia a agrietarse y partirse. Las condiciones óptimas para todos esto trabajos se alcanza al 50% de humedad relativa. Vale la pena tener en cuenta los niveles de humedad relativa para obtener los mejores resultados.
Dar importancia al entorno. El contenido de humedad del papel y la humedad relativa de la sala de impresión y acabado también influyen en el cracking. Las condiciones ambientales de una sala de impresión o de post-acabado con una humedad relativa igual o inferior al 25% contribuirán a maximizar los problemas de agrietamiento de la fibra, el papel tiene mayor tendencia a agrietarse y partirse. Las condiciones óptimas para todos esto trabajos se alcanza al 50% de humedad relativa. Vale la pena tener en cuenta los niveles de humedad relativa para obtener los mejores resultados.
Como tal, la primera estrategia para minimizar los problemas de agrietado es examinar los factores referidos y hacer los ajustes necesarios mediante prueba de diferentes papeles, tintas, recubrimientos, barnices y ajuste de humedad ambiental.
La planificación es la mejor manera de obtener resultados ideales y doble siempre en el sentido de la fibra del papel. Pero aún así… sigue siendo necesario doblar (o marcar) el papel, y no queremos cambiar de tipo de papel ni de tintas, razón por la cual es importante realizar hendidos.
Ver Importancia de los hendidos en la impresión comercial – 2 parte