
HENDIDO Y MARCADO
La segunda estrategia para solucionar los problemas de grietas en la impresión comercial de alta calidad es la del hendido o marcado. Incluso si los factores enumerados en el artículo anterior son tenidos en cuenta, es muy posible que aún sea necesario realizar hendidos (o marcar) en muchas ocasiones.
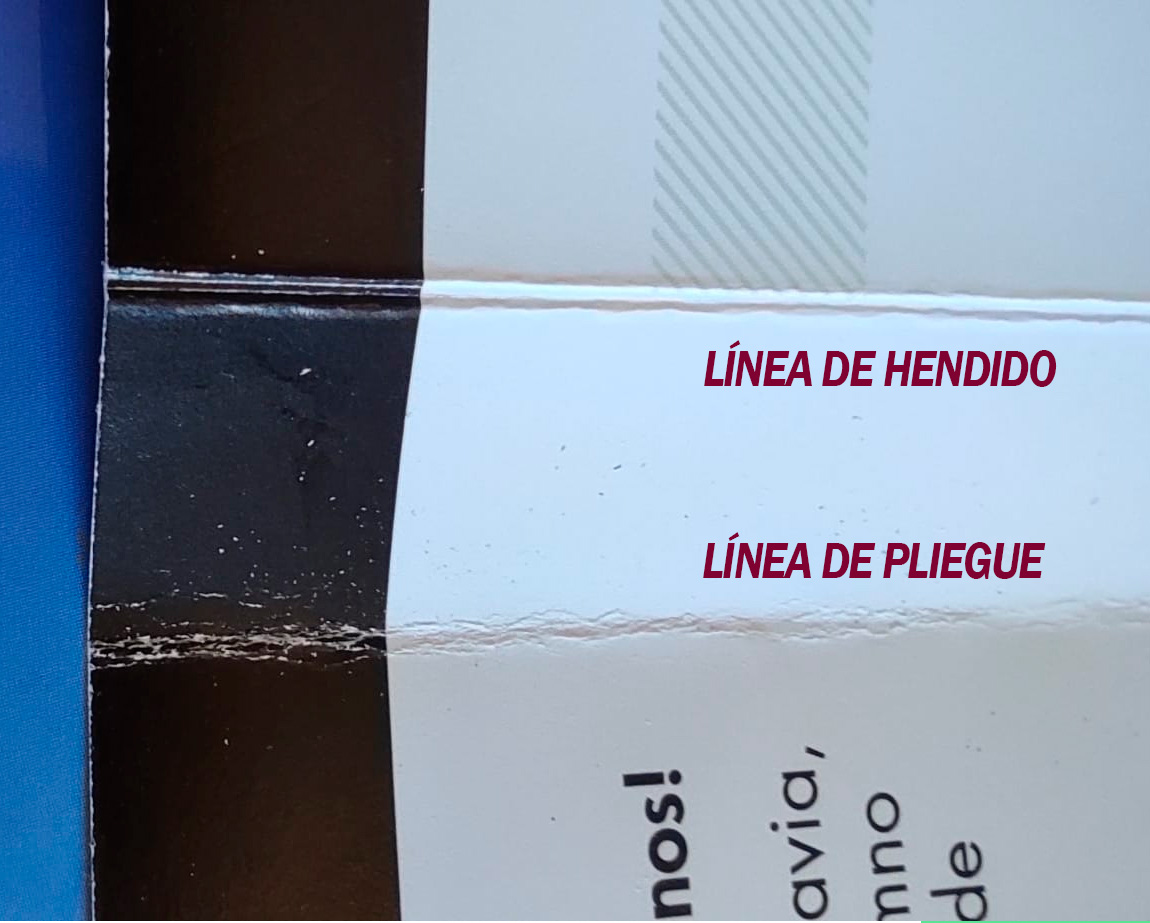
Ejemplo ampliado a 2x de folleto estucado de 200gsm con línea de hendido y línea de plegado donde se puede apreciar la diferencia de las roturas de fibra con la misma masa de impresión.
Diferencias entre “hendido” y “marcado”
A menudo se usan indistintamente ambos términos, pero de hecho existe una diferencia en los procesos a los que nos referimos, sin importar cómo decidan llamarlos. También encontrará que los mismos términos tienen significados diferentes en impresión comercial y en la industria del embalaje. Para nuestros propósitos, marcado o Scoring es cualquier método para reducir la rigidez del papel a lo largo de una línea (línea de pliegue) para ayudar en el plegado del documento, mientras que el hendido se refiere a la creación de una «bisagra de cartón» mediante compresión a lo largo de la línea donde se producirá el plegado (línea de hendido).
Ambos métodos debilitan la superficie del papel para ayudar a doblar el pliego y minimizar fracturas de la impresión y roturas de fibras.
Como ya hemos visto en los párrafos precedentes, cuando doblamos las hojas (plegado) por la línea de pliegue, se producen unas fuerzas contrapuestas, que normalmente dividen y rompen la hoja (cracking). Al realizar un marcado o hendido previo, la fuerza continúa hacia el interior de la línea de pliegue formando un cordón redondeado dentro del pliegue para absorber toda la fuerza, manteniendo la pieza doblada suave e intacta.
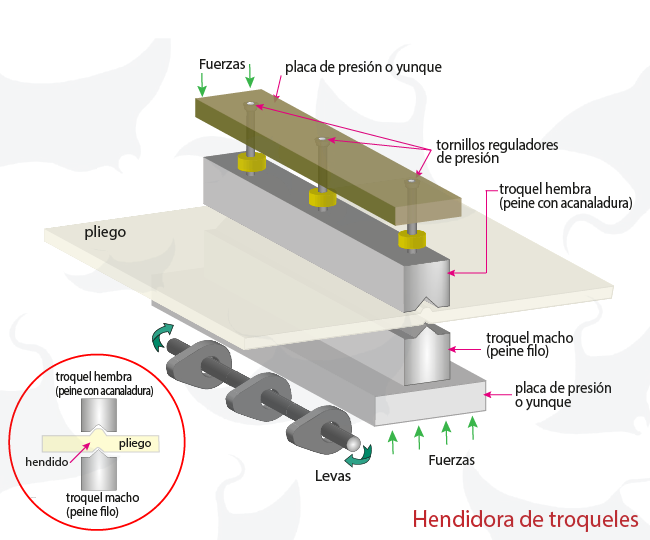
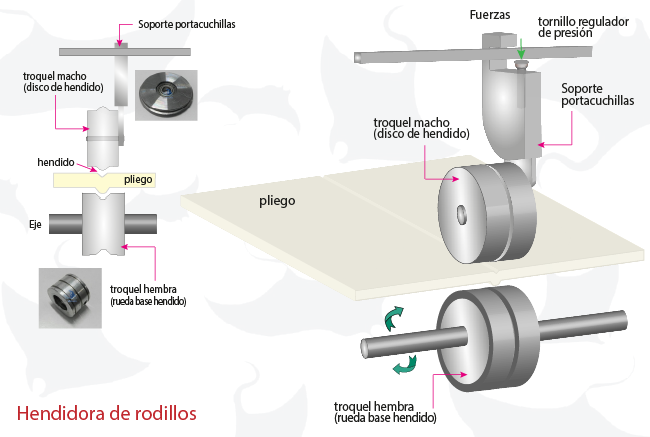
El hendido se puede lograr mediante el método de peines de hendido (troquel macho con saliente y troquel hembra con canal), también por rodillos rotativos (el papel pasa a través de cilindros o se envuelve alrededor de un cilindro).
Aunque el marcado (scoring) puede eliminar las grietas de las fibras, a medida que se utiliza con hojas de mayor gramaje se necesita una fuerza de compresión más fuerte para evitar el agrietado. Ahí es donde entra en juego el hendido y su importancia dentro de los trabajos de postimpresión. Cuando se realiza correctamente, el hendido ayuda a los impresores a lograr una reproducción impresa fiel.
Pero veamos con algo más de detalle.
Marcado (scoring)
Un marcaje es el término que se le da al proceso de cortar el material a la mitad de su grueso para permitir un plegado fácil. Otro término común para este proceso es «semicorte».
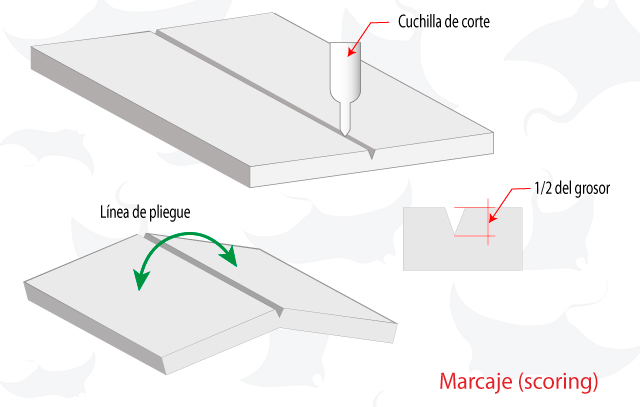
El semicorte se utiliza a menudo en tarjetas gruesas, lo que permite un plegado preciso de productos como cajas hechas con estuches. El semicorte también se utiliza al doblar material «a contrapelo», para ayudar a crear pliegues rectos y nítidos. La profundidad de una hendidura es generalmente la mitad del espesor del material que se va a doblar.
Se utilizan muchos métodos para lograr una buena definición del corte, desde pasar el borde posterior de una cuchilla a lo largo de una regla… hasta establecer la altura de la cuchilla al 0,01 de milímetro más cercano en una mesa de corte o cortadora digital estilo CNC.
Máquinas para hacer marcados en cartulina:
- GCC AFJ-24S
- GCC AFR-24S
- Graphtec I-MARK 2-40
- Graphtec I-MARK 2-50
- Graphtec I-MARK 60
- Graphtec FCX4000-50E Sin Stand
- Graphtec FCX4000-60E
Hendido
El hendido es muy diferente a marcar. La hendidora, en lugar de «cortar» realmente el material, crea una «abolladura» a lo largo de toda la longitud del pliegue deseado. Para lograr un buen pliegue, se necesita un «troquel» o “peine macho» (con filo) y un troquel hembra con una acanaladura. La placa de presión o yunque al paso del pliego entre los troqueles, ejerce la presión necesaria entre ambos para obtener la forma del pliegue deseado.
Los hendidos se pueden hacer en múltiples profundidades y anchos, pero todos tienen una cosa en común: ¡no cortan el material!
Dentro de las hendidoras por troquel, diferenciamos los modelos manuales, semi automáticos y completamente automáticos.
Las hendidoras manuales, muy utilizadas para pequeñas tiradas o trabajos esporádicos, se operan ejerciendo presión sobre los troqueles mediante una palanca y es el operador el que debe alimentar y ajustar el papel manualmente, por eso son máquinas muy efectivas y económicas y el operador tiene en todo momento el control del proceso de hendido. Su inconveniente, excesiva intervención del operario y bajo volumen de producción, por lo que son ideales para entornos de encuadernado fotográfico o pequeñas copisterías.
Algunos ejemplos:
Las hendidoras semi automáticas, utilizadas en tiradas medias y grandes, accionan la presión sobre el troquel mediante un motor eléctrico que transmite y transforma la fuerza de rotación a una fuerza de presión sobre el troquel mediante un eje de levas. La introducción de los pliegues hasta los rodillos de arrastre es manual requiriendo la intervención de un operario en tareas de alimentación. La configuración del número y espacio de marcas de hendido es programado ofreciendo una exactitud de distancias excelente. Este tipo de máquina ofrecen un buen volumen de producción, hasta 3000 pliegos/hora y hasta 32 hendidos por pliego.
Algunos ejemplos:
Las hendidoras automáticas, tienen el mismo principio que las semiautomáticas y además incorporan una mesa de alimentación elevable para abastecer de hojas a la máquina con total autonomía. Requieren menos intervención del operario ofreciendo muy buena exactitud de distancias de hendido y un excelente volumen de producción, hasta 3000 pliegos/hora con hasta 32 hendidos por pliego.
Algunos ejemplos:
 El hendido rotatorio también es un método muy utilizado para realizar hendidos, el pliego pasa a través de dos rodillos, el rodillo superior contiene un disco de hendido «troquel macho» y el rodillo inferior una rueda de hendido «troquel hembra«.
El hendido rotatorio también es un método muy utilizado para realizar hendidos, el pliego pasa a través de dos rodillos, el rodillo superior contiene un disco de hendido «troquel macho» y el rodillo inferior una rueda de hendido «troquel hembra«.
Son máquinas de accionamiento eléctrico que nos permiten realizar, en un sólo paso, múltiples hendidos, mediante la configuración de diferentes ruedas o cuchillas que trabajan por rotación montadas sobre un eje transversal al avance del papel. Las ruedas, rodillos y cuchillas de hendido son movidas mediante la fricción producida por la acción del motor eléctrico que transmite la fuerza a un segundo eje transmisor dotado de ruedas base que friccionan y transmiten el movimiento a las ruedas de arrastre, corte, microperforado y hendido.
La carga de papel hasta la entrada es manual, la fricción de unas ruedas de arrastre de silicona o caucho hace que el pliego recorra todo el camino mientras la cuchilla de hendido efectúa la marca.
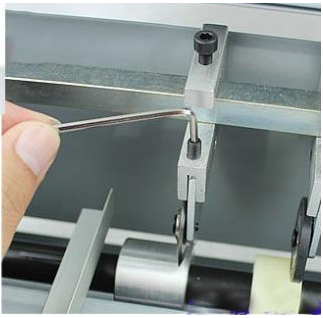 Cada rueda de hendido va montada sobre un soporte portacuchillas fijado a un eje transversal. Para desplazar los rodillos de posición aflojamos el tornillo que fija el soporte portacuchillas y lo desplazamos manualmente hasta la nueva posición deseada y apretando el tornillo de fijación del soporte portacuchillas para que quede inmóvil sobre el eje transversal.
Cada rueda de hendido va montada sobre un soporte portacuchillas fijado a un eje transversal. Para desplazar los rodillos de posición aflojamos el tornillo que fija el soporte portacuchillas y lo desplazamos manualmente hasta la nueva posición deseada y apretando el tornillo de fijación del soporte portacuchillas para que quede inmóvil sobre el eje transversal.
Para ajustar la profundidad del hendido, en el portacuchillas dispone de un tornillo regulador de presión cuyo ajuste acerca más o menos el disco de hendido a la rueda base de hendido.
Con este sistema podemos disponer de varias ruedas de hendido, de microperforado, de corte o mezcla de todas.
La ventaja de este método es una buena capacidad de producción para un precio ajustado, el inconveniente una difícil configuración para que no se tuerzan los pliegos al hacer el hendido y arruinen el trabajo. La correcta colocación de los rodillos de arrastre equidistantes a los bordes del papel para que la hoja avance lo más perpendicular posible al eje de cuchillas y herramientas se antoja fundamental, de lo contrario, la hoja puede avanzar algo torcida obteniendo hendidos, cortes o microperforados algo torcidos. 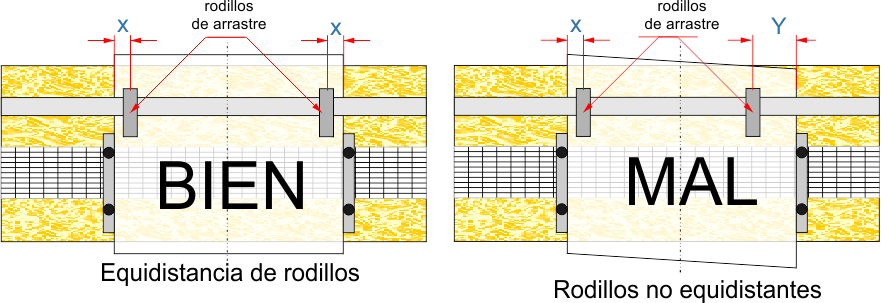
También es importante configurar la fricción adecuada a aplicar entre ruedas (separación entre la rueda de corte, hendido, microperforado o arrastre y la rueda base del eje motriz) aflojando o apretando para una adecuada fricción.
Con este sistema, conseguir un registro micrométrico del avance de la hoja así como de la fuerza de fricción adecuada es complicado y requiere práctica y mucha intervención del operario, la ventaja es gran capacidad de producción. Para trabajos de mucha calidad donde arruinar un pliego representa un gasto importante como puedan ser pliegos de álbum fotográficos, portadas de libros, etc. mejor el sistema de troquel plano
Algunos ejemplos:
Otra variación de hendido para soportes plásticos como el polipropileno es el «hendido por calor» donde un troquel de hendido calefactado calienta el material para «fundir» un pliegue en el perfil deseado.
Ver Importancia de los hendidos en la impresión comercial – 1 parte